软包电池模组线
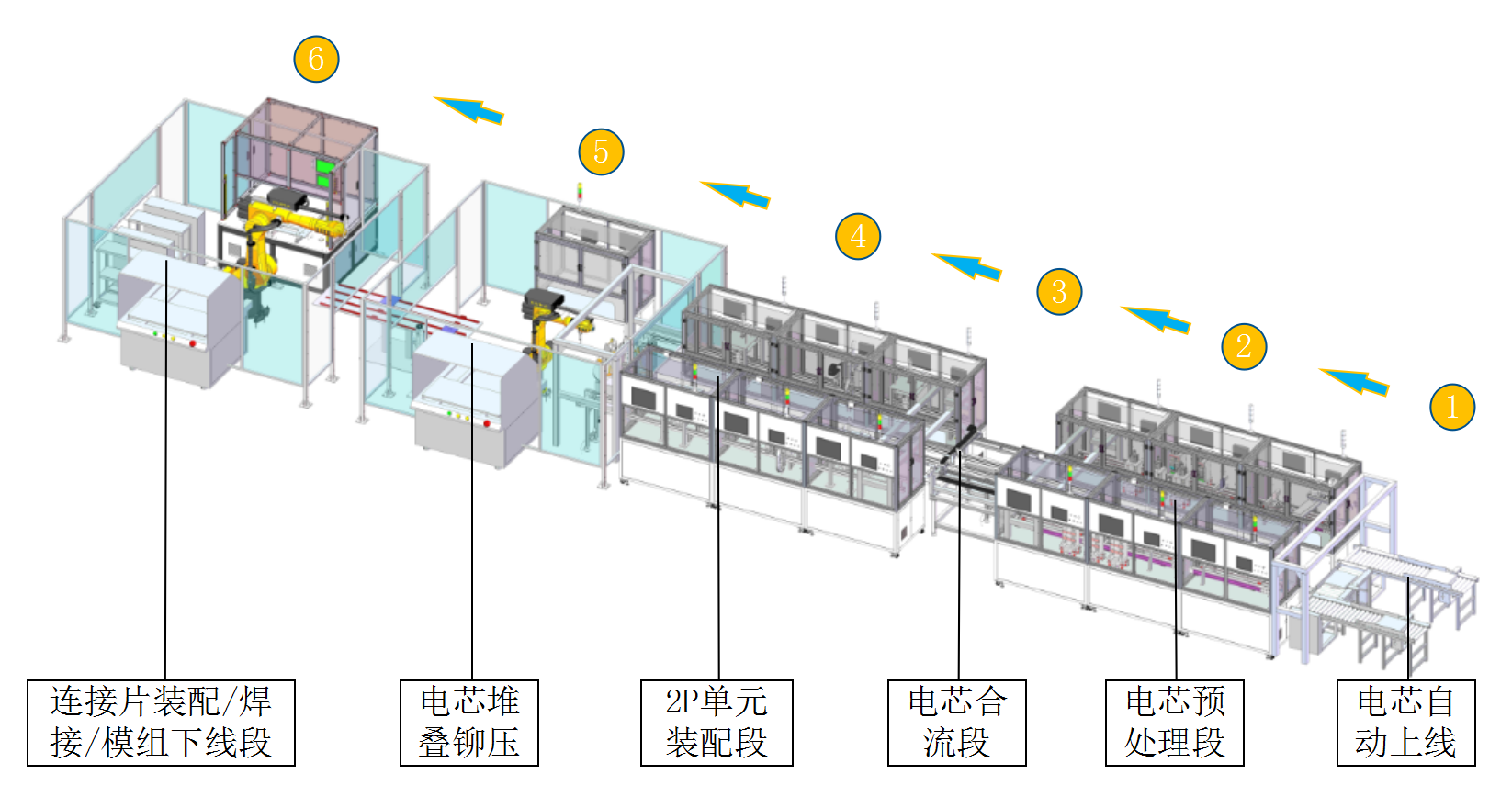
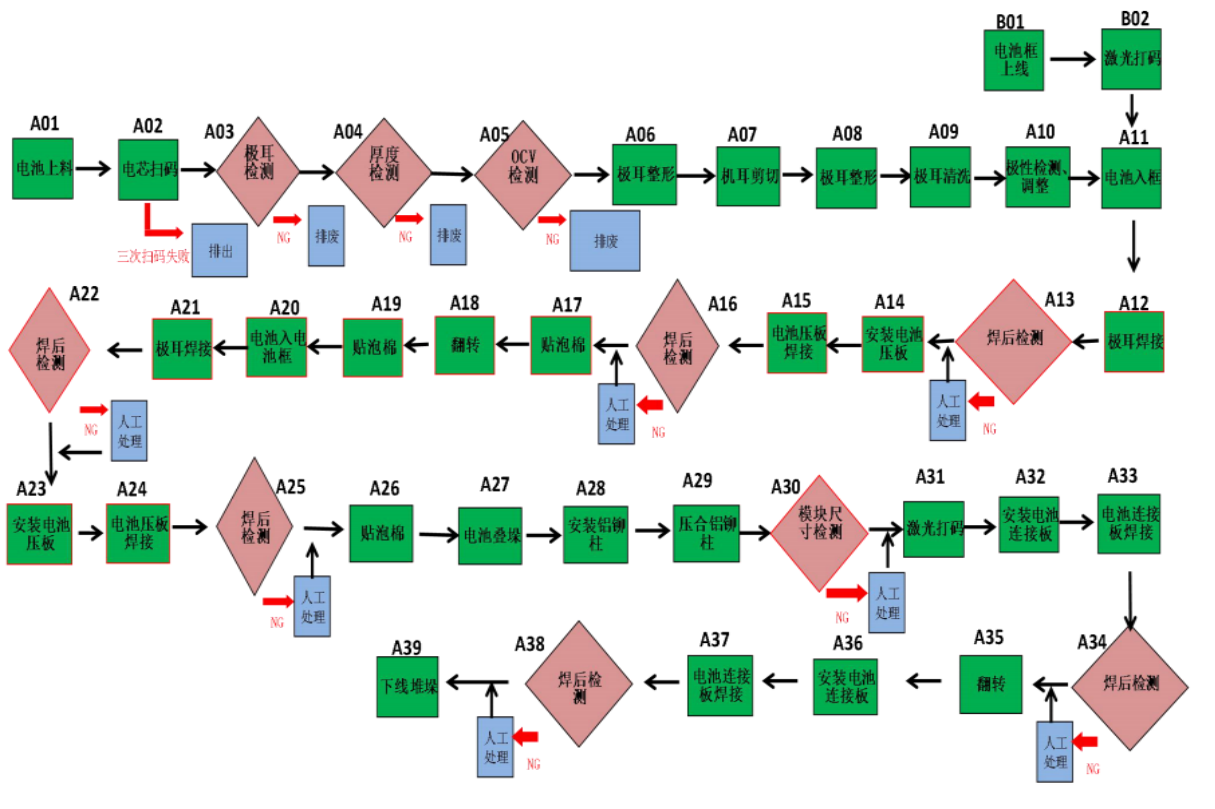
工艺流程:
|
序号 |
项目 |
技术参数 |
备注 |
|
1 |
整线尺寸 |
46.5×5×2.8 |
|
|
2 |
耗电量 |
≤120kW |
具体产线具体确认 |
|
3 |
气压 |
0.5~0.7Mpa |
|
|
4 |
电源 |
AC 380V,50Hz,3相5线制 |
五线三相制 |
|
5 |
保护气(氮气) |
0.5~0.7Mpa,最大消耗量 15m³/h,纯度≥99.99% |
激光焊接用 |
|
6 |
控制电压 |
24V DC |
|
|
7 |
工作温度范围 |
-5℃-40℃ |
|
|
8 |
设备产能 |
≥15PPM |
|
|
9 |
设备稼动率 |
≥95% |
|
|
10 |
良品率 |
≥99.9% |
|
|
11 |
设备噪声 |
≤75db |
距设备外壁一米处测定 |
|
12 |
模组产线操作人员配置 |
≤3人 |
包括机动上料人员 |
设备特性:
1、高度自动化、信息化、智能制造深度融合。
2、高安全性、高可靠性、高可操作性。
3、核心工位、复杂工位,完全模块化设计,采用六轴机器人、核心专机配合的设计思路,充分利用六轴机器人柔性生产的特点,提高专机设备的生产专业度,减少专机的辅助功能需求和设计难度。
4、电芯及各个物料,装配前做二次定位规整,提高产线连续生产的稳定性;直线机器人抓取机构采用双抓手方式,合理提高产能节拍。